河南博徕荣超硬材料有限公司
中国立方氮化硼全产业制造商

超硬刀具是机械制造中用于切削加工的工具,以其高硬度、高耐磨性及优异的热稳定性,在航空航天、汽车工业和消费电子等领域发挥着关键作用。中国市场规模快速增长,预计2027年将增至88.1亿元人民币。中国企业在超硬材料合成和刀具制造方面取得显著成就,株洲钻石、沃尔德和郑州市钻石精密制造等领军企业以技术创新和产品性能在国内外市场赢得认可。
高效、精密加工
超硬刀具是机械制造中用于切削加工的工具,以其高硬度、高耐磨性及优异的热稳定性,广泛应用于航空航天、汽车制造和电子工业等领域。20世纪50年代人造金刚石合成以来,超硬刀具经历了多次技术突破,为现代制造业的高效、精密和绿色加工提供支持。
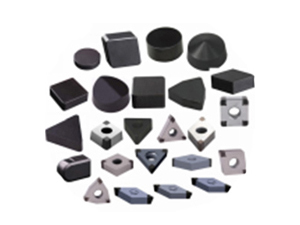
超硬刀具概念。超硬刀具是机械制造中用于切削加工的工具,具有高硬度、高耐磨性和低韧性的特点。它们主要为金刚石与立方氮化硼两类,能够在高速、高精度和高效率的加工过程中,对硬质材料如硬质合金、陶瓷、玻璃等进行切削,实现镜面或超精密加工效果,广泛应用于汽车工业、电子信息、航空航天等领域。近年来,随着制造业的转型升级和高端装备的发展,超硬刀具行业迎来了快速发展的机遇。
超硬刀具发展历程。超硬刀具的发展历程始于20世纪50年代,人造金刚石的成功合成为这一领域奠定了基础。20世纪70年代,美国GE公司压出CBN(立方氮化硼)单晶粉,并且在70年代初制成聚晶的PCBN刀具;苏联也在1972年制成了PCBN刀具。2000-2015年,由于放电加工技术(如线切割、火花机)的突破,PCD(聚晶金刚石)刀具的制造工艺得到显著改进,使得金刚石刀具在金属切削领域得到更广泛的应用。2015年前后,德国DMG公司在市场上推出五轴激光加工设备,开启了金刚石刀具制造的全新时代。近年来,行业内出现了采用新型结合剂技术的超硬刀具,这种技术允许刀具在更高的速度和更严苛的条件下工作。超硬刀具的技术突破,为现代制造业的高效、精密和绿色加工提供了强有力的支持。
纳米金刚石涂层技术、超硬材料的定向结晶技术以及精密磨削技术是超硬刀具的核心技术。纳米金刚石涂层技术通过在工具表面形成超薄金刚石层,增强了工具的耐磨性与热稳定性。定向结晶技术通过精确控制晶体生长方向,优化刀具材料性能。精密磨削技术则利用超硬磨料实现刀具刃口的精细加工。
纳米金刚石涂层技术。纳米金刚石涂层技术是一种先进的表面处理技术,能够显著提升刀具的性能。这种技术通过在刀具表面涂覆一层由纳米级金刚石颗粒组成的薄膜来显著提升刀具的性能,被形象地比喻为给工具“穿上金刚外衣”。这层涂层不仅继承了金刚石的高硬度、高热导率和极佳的化学稳定性,而且具有更高的表面能和附着力,能够显著提升工具的耐磨性、耐腐蚀性和热稳定性。例如,在机械加工领域,纳米金刚石涂层的刀具在切削高硬度材料时,展现出了极低的磨损率和更长的使用寿命,尤其在高速切削和干切削条件下,这些涂层刀具能够有效减少工具的换刀频率,提高加工效率和工件的加工质量。
超硬材料的定向结晶技术。超硬材料的定向结晶技术是超硬刀具制造中的一项关键技术,它通过精确控制晶体生长的方向来优化刀具材料的微观结构和宏观性能。这一技术的原理基于晶体生长动力学,通过在高温高压条件下,利用触媒或黏结剂促进超硬材料如金刚石或立方氮化硼的晶体沿特定晶向生长,形成具有高度有序结构的聚晶材料。这种有序结构不仅增强了材料的硬度和耐磨性,还提高了其热稳定性和断裂韧性,从而显著提升了刀具的切削性能和使用寿命。例如,在制备聚晶金刚石刀具时,定向结晶技术能够确保刀具刃口的金刚石晶体具有一致的取向,减少了晶体间的应力集中和微裂纹的产生,使得刀具在高速切削硬质材料时表现出优异的耐用性和可靠性。
精密磨削技术。精密磨削技术是指通过高精度磨床和超硬磨料来实现刀具刃口的精细加工。这一技术的原理是通过磨削轮与刀具刃口的相对运动,利用磨削轮上紧密排列的超硬磨粒逐步去除材料,实现对刀具刃口形状和尺寸的精确控制。磨削过程中,磨粒对刀具材料施加高压力,产生局部塑性变形和材料去除,同时伴随有热量的产生。为了确保磨削过程的稳定性和刀具的高精度,精密磨削技术通常结合了先进的冷却系统和磨削液,以降低磨削区域的温度,减少磨削力,防止磨削烧伤和裂纹的产生。例如,在制造聚晶金刚石(PCD)刀具时,精密磨削技术能够确保刃口的几何精度和表面光洁度,从而提高刀具的切削性能和加工质量。
汽车工业应用最广
在汽车工业领域,超硬刀具被用于发动机、变速器等核心部件的精密加工。在消费电子领域,PCD和PCBN刀具用于智能手机、平板电脑的精密加工,确保尺寸精度和表面光洁度。航空领域中,超硬刀具的使用寿命和高加工精度满足了航空部件复杂加工的严苛要求。
汽车工业领域。超硬刀具已大量应用在汽车行业的精密加工中,加工技术成熟。汽车发动机活塞、缸体、缸盖、汽车轮毂、变速箱齿轮壳体、曲轴和凸轮轴等已广泛使用超硬材料进行加工。金刚石刀具因其极高的硬度和热稳定性,常用于加工发动机缸体、曲轴等高精度部件,确保加工精度和表面光洁度。立方氮化硼刀具则因其优异的热稳定性和化学稳定性,特别适合加工硬度高、耐磨性强的合金材料,如齿轮和轴承。此外,超硬刀具在加工铝合金轮毂、车身面板等轻量化材料时,展现出了卓越的性能,如山特维克可乐满的Coromant Capto模块化系统,提供了广泛的刀具配置选项,以适应不同的加工需求。据开源证券统计,汽车工业约占我国超硬刀具下游应用领域的70%左右。随着汽车行业对节能减排和轻量化的不断追求,超硬刀具的应用前景广阔。
消费电子领域。超硬刀具,以其卓越的硬度和耐磨性,在消费电子领域的应用日益广泛。在智能手机、平板电脑等电子产品的精密加工过程中,超硬刀具如人造金刚石复合片(PCD)刀具和立方氮化硼复合片(PCBN)刀具,被广泛应用于玻璃盖板的切割、摄像头镜片的精密铣削以及电路板的微孔钻孔等工序。这些刀具能够在高速旋转下保持稳定,减少加工过程中的热影响,从而确保产品尺寸的精确度和表面光洁度。例如,肯纳金属公司(Kennametal Inc.)生产的Korloy品牌刀具,特别是KG系列的超硬刀具,因其高效率和长寿命被广泛应用于智能手机和平板电脑的玻璃、金属和其他硬质材料的精密加工。此外,在3C行业,精密构件的制造开始采用钛合金这类高性能材料。依据艾邦高分子的统计数据,钛合金手机中框的制造良品率大约在30%到40%之间,这一比例显著低于铝合金中框的80%;钛合金的加工时间是铝合金加工所需时间的三到四倍。鉴于钛合金的独特性质,对加工刀具提出了更高的要求。聚晶金刚石(PCD)刀具,包括其轮廓刀、倒角刀和铣刀,在钛合金外壳的加工上有着极佳的应用表现,能够实现一次性成型,从而提升了加工效率和成品率,并且确保了产品表面的光滑度。2022年,苹果公司在其高端智能手表的钛合金表壳制造中,已经采用了某个国内品牌的超硬刀具。此外,随着越来越多的智能手机品牌开始广泛采用钛合金材料,以及消费电子市场的回暖,超硬刀具在消费电子领域的应用前景看好。
航空领域。超硬刀具因其刀具寿命长、加工精度高及稳定性好等优势,在航空航天领域得到了广泛应用。根据中国机床工具工业协会以及《第五届切削刀具用户调查分析报告》的统计数据,2022年我国刀具市场消费总规模为464亿元人民币,航空航天市场占比约为9.91%,市场消费规模约46亿元人民币。随着国产大飞机的商业运行及订单的持续落地,预计航空航天刀具市场空间将进一步增加。航空航天领域的主要零部件材料较为固定,主要包括耐高温的金属和非金属材料,以及轻量化材料如复合材料。由于这些原材料的加工成本极高,对刀具的加工寿命、加工精度和稳定性提出了较高要求。例如,在加工航空发动机的盘环类零件时,为保证加工周期和刀具与机床的适配性,中间不允许换刀,这就对刀具的使用寿命提出了极高的要求。同时,对于发动机叶片叶轮等型面的精加工,要求刀具尺寸公差和跳动精度非常高。
超硬刀具行业面临材料合成、刀具设计和多层金刚石钎焊工具修整的技术难题,同时原材料和生产过程的高成本结构限制了其广泛应用。此外,超硬刀具合成过程中的能源消耗和有害排放,以及磨削和修整产生的粉尘问题,对环境保护构成挑战。
技术难点。超硬刀具行业的技术挑战主要集中在超硬材料的合成与应用、刀具设计等方面。首先,超硬刀具的材料如PCD和PCBN需要通过复杂的合成过程来获得所需的物理特性,这需要精确控制的高温高压环境以及后续的晶体生长和结构优化。这些过程对设备和工艺的要求极高,而技术难点在于如何进一步提升材料的均匀性和性能稳定性。其次,刀具设计方面,超硬刀具的形状、角度和刃口处理对其性能有直接影响。技术难点在于如何优化刀具的几何设计和刃口处理,以达到更高的切削效率和加工质量。此外,多层金刚石钎焊工具的制造技术虽已成形,但修整困难,严重制约了其产业化和应用。这些难题是当前行业需要重点攻克的技术瓶颈。
成本控制。超硬刀具的成本控制挑战在于其整个生产链的高成本结构,这直接影响到最终产品的市场定价和竞争力。首先,超硬刀具使用的原材料成本高昂,其价格远高于传统硬质合金和陶瓷刀具。例如,在中国,超硬材料如金刚石材料/复合片、立方氮化硼材料/复合片、大尺寸单晶金刚石等占据了超硬刀具的主要生产成本,合计占比达到59.2%。其次,超硬刀具的生产过程涉及多个高成本环节,包括高温高压合成、精密磨削加工以及复杂的涂层技术。高温高压合成需要特殊的设备和大量的能源消耗,而精密磨削和涂层工艺则需要高精度的机床和高技能的操作人员,这些因素都推高了超硬刀具的生产成本,限制了其在更广泛领域的应用。
环境保护。随着全球对可持续发展的重视以及环保法规日益严格,超硬刀具的生产和使用面临着环境保护的严峻挑战。首先,超硬材料的合成过程通常需要高温高压,消耗大量的能源,同时可能产生有害气体和固体废物。例如,工业金刚石的合成过程中可能释放出氮气和甲烷,这些温室气体对气候变化有显著影响。此外,超硬刀具的磨削和修整过程也会产生大量粉尘和微粒,这些物质若未经妥善处理,会对空气质量和生态环境造成损害。在政策层面,多国政府已经采取了行动,如欧盟的《工业排放指令》(IED)规定了工业设施的排放限值,并要求企业采取最佳可用技术(BAT)减少污染物排放;中国《大气污染防治法》的实施也对工业粉尘排放提出了更严格的控制要求。为了应对这些挑战,超硬刀具的制造商需要不断创新,开发更为环保的生产技术。
自主技术推动中国超硬刀具行业
中国超硬刀具市场因制造业需求增长而持续扩张,市场规模预计2027年增至88.1亿人民币。中国超硬刀具行业自20世纪末起快速发展,成功研发自主技术,实现高端制造领域应用。
中国超硬刀具市场情况。根据恒州诚思发布的数据显示,中国超硬刀具2022年市场规模为73亿元,2018-2022年间中国超硬刀具市场规模CAGR为12.7%,预测到2027年,中国超硬刀具市场规模将增至88.1亿元,2022-2027年CAGR为3.8%;未来中国整体刀具市场增速将有所减缓,而超硬刀具增长将优于整体刀具市场。细分市场方面,根据富耐克招股说明书数据显示,2021年中国超硬刀具市场规模57.80亿元,其中PCBN刀具占据主导地位,规模为33亿元,占比为57%左右,金刚石刀具市场规模为24.80亿元,占比43%左右。
国产化进程。自20世纪末起,国内企业开始致力于超硬刀具的研发与生产。进入21世纪,随着“十五”和“十一五”规划的实施,中国超硬刀具行业实现快速发展。2005年左右,中国成功研发出具有自主知识产权的金刚石涂层刀具,标志着国产超硬刀具技术的突破。随后,各类超硬刀具产品如CBN(立方氮化硼)刀具、PCD(聚晶金刚石)刀具相继问世,广泛应用于汽车、航空航天、电子信息等高端制造领域。2019年,牧激科技进一步实现了超精密激光五轴的刀具加工国产化,推出了0.3MM金刚石微钻,以及530D双激光五轴设备,这些设备在精度上经过市场验证,不低于进口设备,为PCD刀具的定义带来了新的理解。这些突破展现了中国在超硬刀具技术领域的快速发展和自主创新能力,为推动高端制造业的进步和提升国际竞争力奠定了基础。