博徠栄超硬材料有限公司
中国の立方晶窒化ホウ素の完全な産業メーカー

高硬度鋼は代表的な耐摩耗性難削材で、焼入れや低温焼戻しで応力を緩和した後、HRC45~HRC65と硬度が高く、機械的強度と耐疲労摩耗性に優れています。そのため、高硬度と耐摩耗性が要求される歯車やベアリングなど、さまざまな場面で焼入れ鋼が広く使用されています。硬化鋼を切断するとき、PCBN ツールは通常乾式切断を使用し、その作業温度は通常 1000 °C を超えることがあります.ただし、このような高温では、超硬、セラミック ツール、さらにはダイヤモンド ツールの熱伝導率が増加し、それらの性能が低下します。急激な落ち込みは、切削のスムーズな進行に影響を与えます。通常、切断温度が高い場合、特に硬化した材料を切断する場合、高温により硬い表面層が柔らかくなり、切断がスムーズになります. このとき、PCBN ツールは、高温での熱安定性と優れた性能を発揮する必要があります。切削条件を満たします。
1. 高硬度鋼の加工における PCBN 工具の利点
1.1 焼入れ鋼の切削温度 (800 ~ 1000 ℃) では、PCD、セラミック、超硬工具の硬度と耐摩耗性が大幅に低下し、PCBN 工具の耐久性は比較的低くなりますが、依然として高い性能を維持できます。すべての切削工具の最高。
1.2 PCBN ツールは、切削によって発生する高温下で酸化現象を生じません. 鉄族金属を切削する場合、その化学的不活性度が高いため、化学的に反応しにくく、安定性が高い. したがって、切削時に硬化した鋼、それは高い安定性を持っています.化学的摩耗は比較的小さく、非常に高い耐摩耗性をもたらします.
2. PCBN ツールで処理された硬化鋼の摩耗特性
PCBN工具が硬化鋼を切削する場合、多くの種類の摩耗があり、その中ですくい面が摩耗する、つまり、クレータ摩耗の範囲が小さくなります。 PCBN 工具の摩耗速度が超硬工具の摩耗速度よりもはるかに遅いことを除けば、摩耗は超硬切削の摩耗と同様です。 PCBN 工具が摩耗すると、工具の耐久性が低下し、頻繁に工具を交換することになり、加工するワークの寸法精度と表面粗さが低下します。 PCBN 工具の摩耗の主な原因は、加工中の CBN 粒子の化学的摩耗であり、切削中のバインダーの耐摩耗性は CBN 粒子の耐摩耗性より優れています。
2.1 切削力が大きい.PCBN工具と硬化材料の硬度が非常に高く、PCBN工具のエッジには通常、負の面取りまたはエッジ研削構造があり、エッジの強度を高め、早期を回避するため.刃先. 摩耗と故障だけでなく、切断中の切削力の大幅な増加も引き起こします.
2.2 高切削温度 PCBN 工具切削は、通常、乾式切削条件下で行われます.2 つの高硬度材料の衝突と摩擦により、非常に高い切削温度と熱が発生し、機械加工されたワークピースの寸法精度と表面粗さに影響します.また、PCBN工具の摩耗の原因となり、耐久性が低下します。
2.3 鋸歯状の切りくず形状 PCBN 工具が焼入れ鋼を切削する場合、硬度が非常に高く、取り代が少なく、切削によって除去される金属材料が薄いため、通常、切削加工中に鋸歯状の切りくずが発生します。その形成過程では、周期的に変化する切削力と高い切削温度を伴うことがよくあります。
3. まとめ
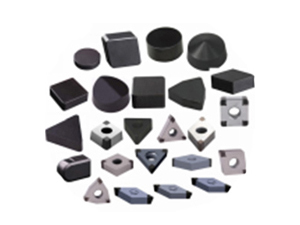
PCBN 工具全体の立方晶窒化ホウ素 (PCBN) 工具は、優れた性能、高硬度、耐摩耗性を備え、高い切削温度で赤い硬度と熱化学的安定性を示します。高速および乾式切削と「旋削による研削」により適しています。その他の高度な処理方法。同時に、硬化鋼を切断する際の加工の柔軟性が向上し、その表面品質も従来の研削によって得られるか、それを超えることさえあります。