博徠栄超硬材料有限公司
中国の立方晶窒化ホウ素の完全な産業メーカー

高能率研削技術の継続的な進歩に伴い、レジンボンド CBN 砥石の性能に対する市場の要求はますます高くなっています。 CBN砥石共通で適合します。
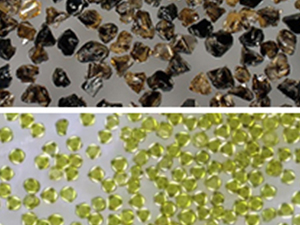
ねずみ鋳鉄をCBN砥粒樹脂砥石で研削する場合、ねずみ鋳鉄の組織は炭素鋼と片状黒鉛のマトリックスとみなすことができるため、適度な強度のCBN砥粒を使用することをお勧めします。ねずみ鋳鉄の機械的性質は、マトリックスの構造とグラファイトの形状に関連しています.ねずみ鋳鉄のフレークグラファイトはマトリックスを激しく分割し、グラファイトの鋭い角に応力集中を引き起こしやすいです. , これにより、ねずみ鋳鉄の引張強度、可塑性、および靭性がはるかに低くなります. 鋼よりも低いため、低強度の鋳鉄材料を研削する場合、非常に高強度のCBN研磨剤は必要ありません.また、CBN砥粒とレジンボンドの組み合わせでは化学結合ができず、結合力は主に機械的なフィッティングによって増加するため、ねずみ鋳鉄の加工には、表面形態が粗く適度な強度を持つCBN砥粒レジン砥石が選択されます。
高速度鋼は、高硬度、高耐摩耗性、高耐熱性を備えた工具鋼の一種で、耐用年数を向上させます。したがって、ハイス鋼の硬度値は一般的にHRC62~65程度であり、ハイス鋼を加工する場合、硬い粒子が多いため、強度と熱安定性に優れたCBN砥粒を選択し、レジンボンドして砥石を形成します。高速加工用鋼。
CBN研磨レジンボンドがステンレス鋼を研削すると、ステンレス鋼の切りくずが砥石に一定の付着力を持ち、気孔を塞ぎ、ワークピースを焼き付けやすくなります。砥粒の自己研ぎが悪いと、不動態化前に脱落しやすく、ワークの研削やワークのアブレーションにつながり、最終的に研削効率の低下につながります. 粘性ステンレスを加工する場合鋼材の場合、耐熱衝撃性がやや劣り脆いCBN砥粒を選定する必要があります。
CBN砥粒の異なるレジンボンド砥石を用いて窒化ステンレス鋼を加工した場合、窒化ステンレス鋼は硬く強靭な材料であり、窒化製品は耐摩耗性、耐疲労性、耐食性、耐高温性に優れています。窒化後の被削材表面は硬度が高く、刃の高いCBN砥粒は刃抜けを防ぐために素早く削り取られるため、CBN砥粒に対するレジンボンドのグリップ力が非常に高いことが求められます。研磨材の選択には、窒化ステンレス鋼の難しい研削問題を解決するためのさらなる研究が必要です。
レジンボンドの研磨剤に対する保持力が弱い場合、CBN研磨剤の性能指数は成形砥石の性能を決定しません。したがって、CBN研磨材の品質は強度データだけで判断することはできず、研磨材の特性や形態、加工材料や加工条件の要求に応じてCBN研磨材を選択する必要があります。
ねずみ鋳鉄、ハイス鋼、ステンレス鋼、窒化ステンレス鋼を加工する場合は、形状が粗く、静圧破砕荷重が中程度のCBN砥粒を選択することをお勧めします。